«Производительность» линии гранулирования — это не просто число. Она напрямую определяет: подходящую технологию гранулирования, габариты и количество оборудования, тип источника тепла и энергопотребление, долю возврата (ретура), параметры системы пылеулавливания, а также стабильность размера гранул и итоговую себестоимость. На практике проблемы вроде «не выходим на заявленную производительность», «нестабильная фракция», «много пыли», «высокие энергозатраты» часто возникают из‑за несоответствия производительности и выбранной конфигурации процесса.
Ниже — практичный ориентир по типовым диапазонам производительности (малые, средние, крупные линии) и ключевые точки, которые важно учесть на стадии выбора.
1) Сначала уточните: 4 показателя, которые обязательно фиксировать вместе с т/ч
Прежде чем обсуждать «линию на X т/ч», стоит закрепить в ТЗ следующие параметры — иначе сравнивать предложения поставщиков будет трудно:
- Целевая гранулометрия и выход годной фракции
Часто: 2–4 мм, 3–5 мм, 4–6 мм. Требование к выходу (например ≥85% или ≥90%) задаёт «жёсткость» узлов грохочения и возврата. - Рецептура и свойства сырья
Это NPK, мочевинная основа, сульфатная основа, добавки гуминовых веществ/органики или чисто органическое удобрение? Гигроскопичность, липкость, температура размягчения влияют на необходимость пара/связующего и выбор: барабан, тарелка, экструзия, паровое гранулирование. - Целевая влажность после сушки и прочность
Например, влажность продукта ≤2% или ≤1,5% и требования по прочности/истираемости — от этого зависит подбор сушилки, температурного режима и охлаждения. - Режим работы и пиковые нагрузки
8 часов в сутки или 24/7? Сезонный запуск? Это определяет целесообразность автоматизации и запасов по мощности.
2) 1–3 т/ч: малая линия — максимум гибкости и «разумная» комплектация
Где подходит
- Пилотное производство, старт проекта, региональный завод
- Частые смены рецептур, много SKU, небольшие партии
Рекомендуемые решения
- Тарельчатое гранулирование (проще регулировать размер гранул, легче переключаться между рецептами)
или экструзионное гранулирование (часто удобно для органики/смесей) - Упрощённая непрерывная схема:
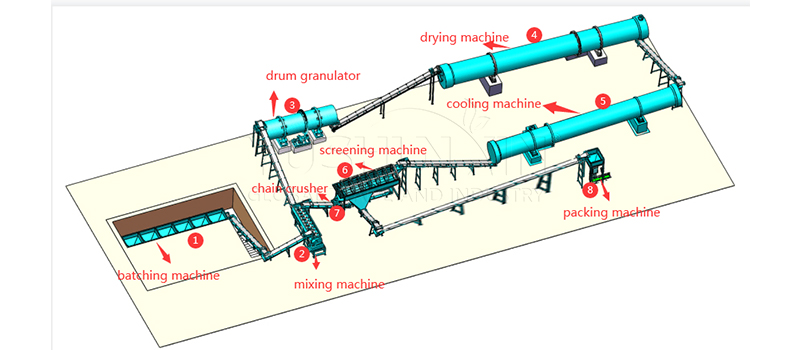
бункеры → дозирование → смешивание → гранулирование → (малый сушильный блок/естественная подсушка по рецептуре) → грохочение → возврат → (обволакивание) → фасовка → пылеулавливание
Ключевые моменты
- Контур возврата обязателен: без ретура трудно удерживать фракцию и выход годного даже на малой мощности
- Пылеулавливание не экономить: на малых линиях больше ручных операций, пыль ухудшает условия и точность дозирования
- Качество предварительного смешивания: типовая проблема — неравномерность, комкование и падение прочности
3) 3–8 т/ч: средняя производительность — «массовый» сегмент, где важна стабильность
Где подходит
- Стабильные заказы на гранулированные комплексные удобрения
- Требуется высокий выход годной фракции и ровный внешний вид
Рекомендуемые решения
- Барабанное гранулирование: высокая непрерывность, хорошо масштабируется
- Более полная схема:
дробление → многокомпонентное дозирование → двухвальный смеситель → барабанный гранулятор → барабанная сушилка → охлаждение → грохочение → возврат (в т.ч. дробление ретура) → обволакивание → автоматическая фасовка → централизованная аспирация/пылеулавливание
Ключевые моменты
- Сушка и охлаждение должны быть сбалансированы: часто «сушим нормально, но охлаждения не хватает» — итог: слёживаемость и повторное увлажнение
- Эффективность грохочения определяет выход годной фракции: подбор сит, амплитуда, компоновка возврата напрямую влияют на «выход на мощность»
- Источник тепла и энергобаланс: выбор теплогенератора, пара, утилизации тепла сильно меняет OPEX
4) 8–20 т/ч: крупная линия — это уже системная инженерия, решает автоматизация и энергоэффективность
Где подходит
- Крупный завод NPK/комплексных удобрений, крупные долгие контракты
- Высокие требования к распределению фракции, прочности и повторяемости
Рекомендуемые решения
- Паровое барабанное гранулирование / барабанное гранулирование + усиленная подготовка
(в зависимости от рецептуры: подогрев, распыление раствора, паровая кондиция) - Усиление системы:
автоматическое дозирование из нескольких бункеров → онлайн‑контроль влажности/расходов → высокоэффективное смешивание → гранулирование → крупная сушилка → высокоэффективное охлаждение → многоступенчатое грохочение → замкнутый контур возврата → обволакивание → автоматическая укладка/склад → централизованная импульсная фильтрация/скруббер
Ключевые моменты
- Онлайн‑контроль важнее «просто большего оборудования»: колебания влажности, доли ретура и температуры сразу «уводят» фракцию
- Ретур и транспортировка — частый реальный «бутылочный горлышко»: недостаток производительности элеваторов/дробилок быстро «душит» линию
- Экология проектируется по пику: на больших линиях ограничение часто не гранулятор, а аспирация и газоочистка
5) 20+ т/ч: сверхкрупная производительность — главное непрерывность, резервирование и синхронизация с заводом
Где подходит
- Крупные химические площадки, экспортные базы
- Цель: низкая себестоимость и длительная стабильная работа
Подход к компоновке (рекомендуется)
- Модульность и параллельные линии: например 2×10–12 т/ч вместо одной «сверхбольшой» (проще ремонт без полной остановки)
- Полная автоматизация DCS/PLC с межблокировками от дозирования до упаковки
- Энергоэффективность: утилизация тепла, частотное управление вентиляторами, оптимизация тепловоздушной системы, рециркуляция воздуха охлаждения
Ключевые моменты
- Стратегия ремонта — заранее: критичное оборудование (грануляция, сушка, охлаждение, тяга/вентиляторы, фильтры) требует резервов или обходных линий
- Склад и упаковка обязаны «вывозить» поток: часто на 20+ т/ч проблема в том, что «произвели, но не успеваем отгружать», и линия останавливается
6) Пять типовых ошибок при выборе линии по производительности
- Указывать только т/ч без влажности и выхода годной фракции: при одинаковых 10 т/ч требования к оборудованию могут сильно различаться
- Подбирать сушку/охлаждение/грохочение по «теории» без запаса: на практике нужен резерв 10–30%
- Недооценивать систему возврата: слабая транспортировка ретура мгновенно снижает фактическую производительность
- Откладывать пылеулавливание «на потом»: ухудшаются условия, растут потери продукта и «плывёт» дозирование
- Частые смены рецептур при слишком «тяжёлой» непрерывной схеме: долгое время промывки/очистки снижает полезную производительность
7) Как быстро понять, какой диапазон производительности вам нужен
- Зафиксируйте: целевую фракцию (например 3–5 мм) + выход годной (≥90%) + влажность продукта (≤2%)
- Опишите: диапазон рецептур и годовые/суточные часы работы
- Выберите технологию: тарелка (гибкость) / барабан (масштаб) / экструзия (под часть рецептур)
- Рассчитайте «узкие места»: сушка, охлаждение, грохочение, возврат, пылеулавливание, упаковка и складская логистика
- И только затем закрепляйте т/ч по линии и закладывайте запас по критическим узлам
Если хотите, пришлите исходные параметры (тип рецептуры, целевая фракция, влажность, плановая производительность, доступность топлива/пара, формат упаковки, габариты цеха) — и я подготовлю: перечень оборудования для нескольких диапазонов, текстовую блок‑схему процесса и чек‑лист контрольных расчётов. Для получения более подробной информации, пожалуйста, посетите:https://www.liniyaudobreniy.com/liniya/